


根据现场客户的沟通描述,及车间现场布置图分析,AGV小车主要应用在现场铜管加工区域工位之间的待加工及已加工的物料的运输运输。一次配送物重量不超过100kg。AGV无人配送主要是取代人进行铜管各工序(位)之间在制品的周转,达到减人增效的目的。
1.1 设备潜伏牵引最大载重:150kg;
1.2 设备基本功能:AGV采用潜伏式结构,根据生产线需求人工按键发送无线信号进行控制,在设定的路线上往复行驶,对已加工产品及待加工的物料进行周转运输。
1.3 设备主要组成:包括功能前进,90°、180°直转,瞬时停车,AGV(免维护可充电电池、差速轮式驱动转向装置、双向机械及激光防撞装置)、导航磁条、自动充电功能、RFID地标模组、物料呼叫系统功能等。
2.1 工作制度:每天16小时连续运转(双班制),全年使用时间≥320天;水泥地面,行进方向最大坡度小于3°。
2.2 料车单次输送重量:150kg
2.3 充电电源:AC220V±10% 50Hz/60Hz;
2.4 环境温度:0℃-45℃;
2.5 相对湿度:40%-98%RH;
3.1 AGV采用自动充电站停靠,自动充电的方式; 3.2 满载正常运行直线速度不小于20m/min,速度最大可调60m/min; 3.3 有状态提示音乐,运行、正常、停止; 3.4 达到设定停靠点后,有声光提示,声音能在周围10米范围内明显听到; 3.5 自动充电器站需要有过充保护工能,电池需要有低压保护功能。 3.6 前后双向机械防撞装置、进口防撞激光传感器感应。
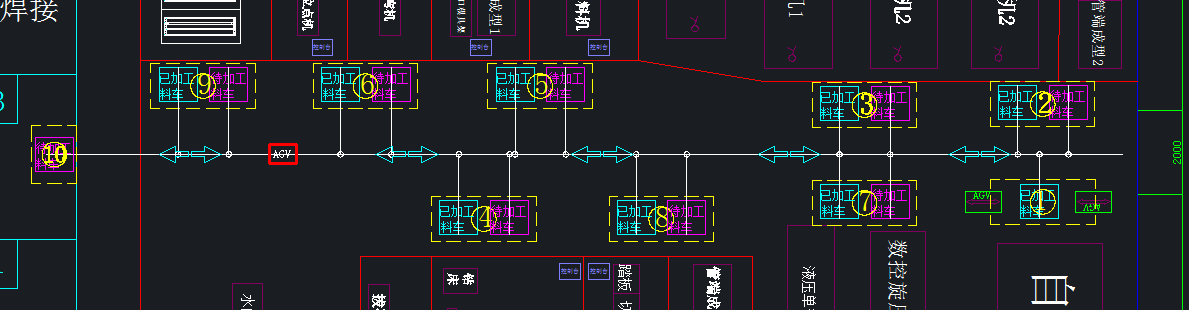
2.1根据现场提供的布局图,共计有10个站位,每个料站设置一个可视化显示屏,能够显示各料站的已加工和待加工料车的状态(有待加工车进驻该区域亮红灯,有已加工料车进驻亮绿灯,无车进入时暗灯)
2.2.实现一键双控功能,即各工序员工只要把待配送的铜管料车放到指定位置(待加工和已加工车位),按下需要周转的料站号按钮,AGV根据接收指令先后顺序自动到达配送起点,自动拉走料车到配送终点。如没有其他指令,AGV驶入自动充电站进行自动充电。
